
Правильний демонтаж підшипника є визначальним фактором для збереження цілісності посадкового місця вала та подальшої працездатності всього вузла. Будь-які помилкові дії під час цього процесу призводять до незворотної деформації металу, виникнення глибоких задирок та мікротріщин, що в подальшому унеможливлює коректне встановлення нової деталі. Процес вимагає глибокого розуміння фізики посадки з натягом та застосування відповідного, точно розрахованого зусилля. Своєчасна та технічно грамотна заміна вузла є критичною для безперебійної експлуатації промислового та автомобільного обладнання, де найменше відхилення від геометрії призводить до передчасного виходу з ладу всього механізму.
Підготовка поверхні вала та робочого місця
Початковий етап демонтажу вимагає ретельної підготовки робочої зони, що безпосередньо впливає на швидкість та безпеку проведення робіт. Перш за все необхідно повністю очистити поверхню вала та самого підшипника від залишків старого відпрацьованого мастила, нашарувань бруду, пилу та продуктів корозії. Для цього використовуються спеціальні розчинники або технічні мийні засоби, які дозволяють оголити метал та чітко побачити стан посадкової зони. Особливу увагу слід приділити ділянкам вала, через які буде проходити підшипник під час зняття — вони мають бути ідеально гладкими, щоб уникнути додаткового опору або пошкодження внутрішнього кільця деталі.
Використання проникних рідин є обов’язковою умовою при роботі з вузлами, що тривалий час піддавалися впливу вологи або високих температур. Спеціальні аерозолі для роз’єднання закипілих з’єднань мають високу капілярну активність, що дозволяє їм проникати в найменші щілини між внутрішнім кільцем підшипника та шийкою вала. Важливо витримати необхідний час експозиції таких рідин, який зазвичай становить від 15 до 60 хвилин залежно від ступеня окислення металу та щільності посадки. Паралельно з цим проводиться ретельна перевірка наявності стопорних кілець, фіксуючих гвинтів або дистанційних втулок, які можуть утримувати деталь на місці. Маркування взаємного положення деталей перед початком робіт дозволяє зберегти балансування вузла при подальшій збірці.
Інструменти та засоби для підготовки:
- Металеві щітки. Використовуються для грубого очищення поверхонь від іржі та затверділого бруду.
- Абразивні матеріали. Дрібнозерниста наждачна шкурка необхідна для видалення мілких задирок на вільній частині вала.
- Технічні рідини. Гас або спеціалізовані аерозолі, що полегшують ковзання деталей по металу.
- Очисники гальм. Швидко видаляють жирові плями та залишки мастил, залишаючи поверхню сухою.

Застосування механічних знімачів з різною конфігурацією
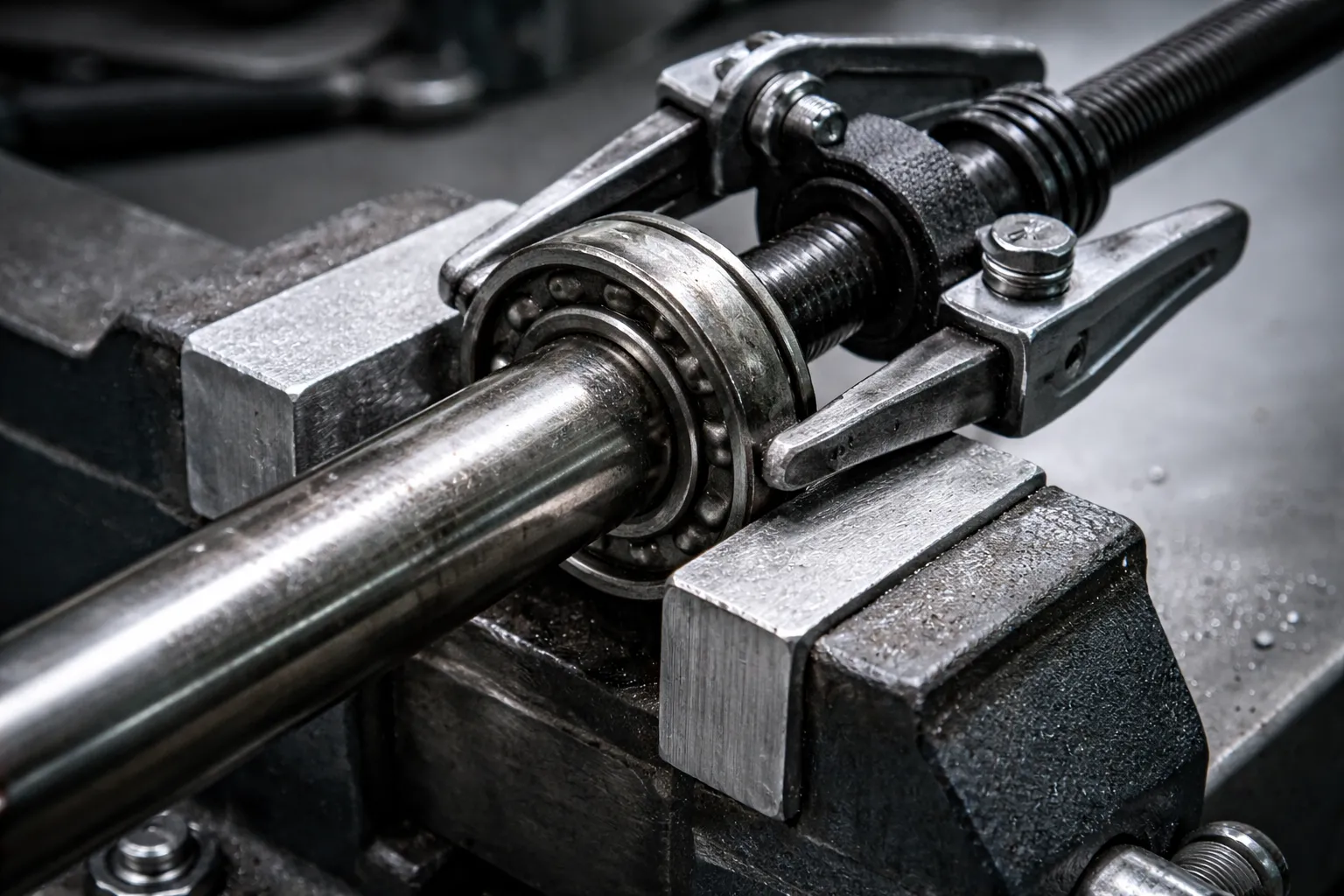
Застосування спеціалізованих механічних знімачів є найбільш розповсюдженим методом демонтажу, оскільки вони дозволяють прикладати значне осьове зусилля саме до тих частин підшипника, які забезпечують його рух по валу. Головним принципом роботи таких пристроїв, незалежно від їхньої конструкції, є правильне центрування силового болта відносно геометричної осі вала. Це гарантує рівномірний розподіл навантаження на внутрішнє кільце підшипника, запобігаючи його перекосу, який може призвести до заклинювання або пошкодження поверхні шийки. Силовий гвинт знімача повинен упиратися в центровий отвір вала, а захоплюючі лапи мають надійно фіксуватися за край підшипника, створюючи стабільний трикутник сил.
Основні типи механічних пристроїв:
- Дволапі моделі. Оптимально підходять для роботи в умовах обмеженого простору, де неможливо розмістити ширші інструменти.
- Трилапі моделі. Забезпечують максимально стабільне захоплення та рівномірну тягу за рахунок трьох точок опори.
- Сепараторні знімачі. Використовуються для демонтажу деталей, які щільно притиснуті до фланця або стінки корпусу.
- Внутрішні знімачі. Призначені для зняття підшипників, посаджених у глухі отвори, де немає доступу до зовнішнього боку.
Деталізація процесу демонтажу передбачає фіксацію лап знімача за внутрішнє кільце підшипника, що є технічно правильним, оскільки зусилля передається безпосередньо на посадкове місце, а не через тіла кочення та сепаратор. Силовий гвинт обертається плавно, за допомогою гайкового ключа, без використання ударних навантажень, які можуть спровокувати розкол металу. Важливо підбирати розмір інструмента відповідно до діаметра підшипника — занадто малий знімач може зіскочити, а занадто великий не забезпечить необхідної точності центрування. Контроль за процесом переміщення деталі повинен бути постійним: при появі надмірного опору слід зупинитися та перевірити, чи не виникло перекосу або механічної перешкоди на шляху підшипника.
Використання гідравлічного обладнання для великих вузлів
Для роботи з підшипниками великого діаметра, які встановлені з дуже великим натягом, потужності звичайних механічних знімачів часто виявляється недостатньо. У таких випадках застосовується гідравлічне обладнання, яке може мати вбудований або виносний насос. Основна перевага гідравліки полягає у здатності створювати величезне тягове зусилля при мінімальних фізичних витратах з боку оператора. Гідравлічний циліндр забезпечує виняткову плавність ходу поршня, що критично важливо для мінімізації ризику різкого зриву деталі з місця, що часто трапляється при використанні ударних інструментів або механічних гвинтів під великим навантаженням.
| Тип приводу | Максимальне зусилля (тонни) | Область застосування |
|---|---|---|
| Ручна гідравліка | 5 — 20 | Автомобільні маточини, електродвигуни |
| Гідравліка з виносним насосом | 20 — 100 | Важка промисловість, редуктори |
| Гідроінжекторний метод | Залежить від тиску оливи | Великогабаритні вали з конічною посадкою |
Процес нагнітання тиску в робочому циліндрі відбувається поступово, при цьому оператор має можливість постійно контролювати хід переміщення деталі по шийці вала. У випадках з дуже великими валами часто використовується метод гідроінжекції, коли під високим тиском олива подається безпосередньо в зону контакту підшипника та вала через спеціальні канали. Це дозволяє створити тонку оливну плівку, яка фактично «піднімає» підшипник, значно знижуючи силу тертя та полегшуючи його зняття навіть при наявності невеликих дефектів поверхні.

Термічний метод послаблення посадки з натягом
Термічний вплив базується на фундаментальному фізичному принципі теплового розширення металів, що дозволяє тимчасово зменшити щільність посадки внутрішнього кільця на вал. Для цього найчастіше використовують портативні індукційні нагрівачі або потужні промислові фени з точним регулюванням температури. Важливо пам’ятати, що нагрівати потрібно саме підшипник, а не вал, оскільки одночасне розширення обох деталей не дасть бажаного результату. Швидкий та рівномірний прогрів внутрішнього кільця по всьому периметру створює необхідний зазор для легкого демонтажу.
Гранична температура нагріву підшипника зазвичай становить 120°C. Перевищення цього порогу призводить до незворотної зміни твердості металу та деформації сепаратора, що робить повторне використання вала (у разі його перегріву) ризикованим через втрату геометричної точності. Технічний успіх методу залежить від оперативності дій: демонтаж має відбутися до того моменту, як тепло від підшипника почне масово передаватися на сам вал. Якщо вал прогріється разом з внутрішнім кільцем, посадка знову стане щільною, і процес доведеться повторювати після повного охолодження вузла. Контроль температури найкраще здійснювати за допомогою безконтактних пірометрів або спеціальних термочутливих олівців.
Демонтаж за допомогою інерційного впливу та вибивок
У випадках, коли конструкція обладнання не дозволяє встановити лапи класичного знімача, застосовується метод ударного або інерційного впливу. Використання м’яких вибивок, виготовлених з латуні, міді або алюмінію, є обов’язковою умовою для захисту сталевих поверхонь від пошкоджень. Удари наносяться молотком по внутрішньому кільцю підшипника, причому робити це потрібно суворо по колу, переміщуючи вибивку після кожного удару. Такий підхід забезпечує рівномірний рух деталі по валу та мінімізує ризик заклинювання через перекіс, який неминуче виникне при односторонньому впливі.
Іншим ефективним інструментом є інерційний молоток, також відомий як зворотний молоток, який незамінний при знятті підшипників з кінців валів або з глухих корпусних отворів. Цанговий затискач інструмента надійно фіксується за внутрішній діаметр підшипника, після чого оператор різко переміщує ковзний вантаж по штанзі в напрямку від деталі. Енергія імпульсу передається безпосередньо на деталь, вириваючи її з посадкового місця. Цей метод вимагає певної вправності, оскільки серія чітких, спрямованих ударів є набагато ефективнішою, ніж один надмірно сильний ривок.
Критично важливим є постійний контроль сили кожного удару під час проведення робіт. Надмірне або неправильно спрямоване зусилля може призвести не тільки до розколювання підшипника, але й до деформації торця вала, що зробить неможливим встановлення стопорних пристроїв або іншої фурнітури. Якщо після серії ударів деталь не зрушила з місця, слід припинити механічний вплив та звернутися до термічних або хімічних засобів послаблення посадки, щоб уникнути фатального пошкодження дороговартісного вала, яке потребуватиме його відновлення на токарному верстаті.
Радикальні заходи при критичному заклинюванні
Коли стандартні методи виявляються безсилими через те, що підшипник буквально приварився до вала внаслідок екстремального перегріву або тривалої роботи без мастила, доводиться застосовувати руйнівні технології. Основним інструментом тут стає кутова шліфувальна машина, за допомогою якої виконується пошарове розрізання конструкції. Важливо діяти максимально акуратно, щоб абразивний диск не торкнувся дзеркальної поверхні шийки вала, адже будь-яка подряпина на цій ділянці стане джерелом концентрації напружень та причиною швидкого зносу нового підшипника.

Технологія безпечного розрізання підшипника:
- Зовнішня обойма. Спочатку розрізається та знімається зовнішнє кільце, після чого видаляється сепаратор та тіла кочення.
- Внутрішнє кільце. На внутрішньому кільці виконується надріз під кутом, який не доходить до поверхні вала на 1 — 2 мм.
- Фінальне розщеплення. У виконаний надріз вставляється гостре зубило, по якому наноситься різкий удар для створення тріщини.
- Захист поверхонь. Використання щитків або щільного картону для захисту інших частин механізму від іскор та металевого пилу.
Після того як в тілі внутрішнього кільця з’являється тріщина, напруження в металі зникає, і деталь легко знімається з вала руками або легким ударом. Такий метод, хоч і здається грубим, при правильному виконанні є набагато безпечнішим для вала, ніж спроби випресувати заклинену деталь з надмірним зусиллям на пресі, що часто призводить до здирання шару металу безпосередньо з шийки.
Збереження геометричних параметрів шийки вала
Захист центрового отвору вала є першочерговим завданням, оскільки він слугує базою для центрування знімача та може знадобитися при майбутніх ремонтах або балансуванні на верстаті. Для цього між силовим болтом інструменту та торцем вала завжди слід встановлювати спеціальні загартовані проставки або товсті шайби, які приймають на себе основний тиск. Крім того, нанесення густого консистентного мастила на різьблення силового гвинта дозволяє передавати зусилля плавно, без ривків, що значно підвищує точність роботи та подовжує термін служби самого інструменту.
Окрему увагу необхідно приділити стану шпонкових пазів та різьбових ділянок, які часто розташовані в безпосередній близькості до підшипника. Випадковий контакт сталевих губок знімача з гострими краями пазів може призвести до їхнього зминання, що згодом створить проблеми при монтажі шпонок. Для запобігання таким ситуаціям рекомендується обгортати критичні зони вала декількома шарами щільної стрічки або використовувати тимчасові захисні втулки, які фіксуються на валу і запобігають випадковим механічним пошкодженням.
При використанні потужних гідравлічних пресів важливо забезпечити рівномірне підтримування вала по всій його довжині, а не тільки в зоні підшипника. Це запобігає вигину довгомірних валів під робочим навантаженням, яке може сягати кількох десятків тонн. Підставки та ложементи повинні мати таку форму, щоб навантаження розподілялося по максимально великій площі, виключаючи появу локальних вм’ятин на металі. Після завершення всіх маніпуляцій та повного демонтажу деталі обов’язково проводиться ретельна перевірка стану посадкового місця за допомогою мікрометра та візуальний огляд.









Немає коментарів